Popis zařízení
 |
| INVERTEC STT II |
Jak zdroj STT II pracuje?
Unikátní kontrola celého svařovacího procesu
vychází ze snímání parametrů napětí na oblouku a
vyhodnocení naměřených hodnot tak, že zdroj
okamžitě reaguje na všechny fáze přechodu svarového
kovu do tavné lázně dle skutečné situace na oblouku.
Zdroj pracuje s přímou zpětnou vazbou řízení
svařovacích parametrů.
V zásadě lze princip zdroje STT popsat takto: při
svařování ve zkratové oblasti dochází k
střídání zkratové fáze a fáze hoření oblouku -
Zdroj STT dokáže svým jedinečným snímáním
parametrů na oblouku poznat blížící se jednotlivé
fáze a v reálném čase upraví svařovací parametry -
při počátku fáze zkratu zdroj STT omezí svařovací
proud na 10t
- při počátku fáze znovu zapálení oblouku zdroj
omezí svařovací proud na cca 50A.
Řízení svařovacího proudu je nezávislé na obsluze
a probíhá automaticky.
Na obrázku č.1 je znázorněn charakteristický
průběh napětí a svařovacího proudu u standardního
zdroje s plochou charakteristikou (zdroj s konstantním
napětím - CV) a zdroje STT II ve vztahu k jednomu cyklu
přenosu svarového kovu do tavné lázně.
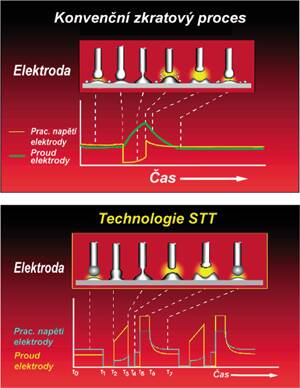 |
| Obrázek 1 |
Výhody a možnosti zdroje STT II
Uvedený princip činnosti zdroje STT je dán řadou obvodů, které celý proces kontrolují a řídí např. obvod snadného svařování, který neustále porovnává skutečné hodnoty na oblouku s referenčními hodnotami uloženými v paměti a s hodnotami předcházejících cyklů situaci vyhodnocuje a v reálném čase provádí příslušný zásah do svařovacích parametrů. Dále obsahuje unikátní obvod nazývaný jako "dV/dt detektor", který identifikuje fázi těsně před ukončením zkratu.
Zdroj STT je tedy svařovací zdroj GMAW (MIG/MAG), který nepracuje ani s charakteristikou konstantního proudu CC ani konstantního napětí CV. Je to zdroj s širokým rozsahem regulace svařovacích parametrů, kde rychlost podávání drátu a svařovací proud jsou ovládány nezávisle.
Svařovací parametry jsou nastavovány dle skutečné potřeby všech fází svařovacího cyklu.
Výhody plynoucí z principu zdroje STT
- vnesené teplo do svaru je minimální
- tím se snižuje i deformace svařence
- teplem ovlivněná oblast je menší
- minimální rozstřik až o 90% nižší než u
konvenčních zdrojů GMAW (MIG/MAG)
- minimalizace potřeby čistění svaru
- okolí svaru zůstává čisté
- velikost tavné lázně je stejná v jakékoliv
poloze a situace svařování, např. na kraji
tenkého plechu, v kořenu svaru, tavná lázeň
se nezvětšuje
- svářeč se nemusí obávat propadnutí
- i méně zkušený svářeč bez
problémů zvládne svařování kořenů
svarů i tenkých plechů až 0,6 mm a
pod. a to v poloze z hora dolů !!!
- flexibilita procesu
- bez problémů si zdroj STT poradí i s
velkou spárou mezi svařovanými
materiály např. plechy 3 mm, spára 12
mm !!!
- bez problémů si zdroj STT poradí i s
velkou spárou mezi svařovanými
materiály např. plechy 3 mm, spára 12
mm !!!
- dokonale řízený proces
- při svařování tenkých plechů,
kořenů svarů apod. Nahrazuje
stávající technologie svařování
netavící se elektrodou GTAW (TIG) s
několikanásobně větší produktivitou
a lepším výsledkem svařování
- při svařování tenkých plechů,
kořenů svarů apod. Nahrazuje
stávající technologie svařování
netavící se elektrodou GTAW (TIG) s
několikanásobně větší produktivitou
a lepším výsledkem svařování
- pro svařování nelegovaných a
nízkolegovaných ocelí
- umožňuje použití ochranné atmosféry CO2, při vysoké kvalitě svaru
- úsporu nákladů na svařování
- umožňuje volbu větších průměrů drátů
- úspora nákladů na přídavný
materiál
- úspora nákladů na přídavný
materiál
- vzhled svaru je vynikající
- není potřeba brousit!!!
- není potřeba brousit!!!
- jednoduché ovládání zdroje STT
- zaškolení obsluhy je krátké
- výhody zdroje STT uživatel využije
"od prvého dne"
- vznik škodlivých emisí je snížen na minimum
- menší zatížení životního
prostředí
- menší zatížení životního
prostředí
- umožňuje svařování běžných nelegovaných
a nízkolegovaných ocelí, vysokolegovaných a
galvanicky pokovených ocelí
- univerzální zdroj pro široké spektrum uživatelů
- umožňuje aplikace technologie pájení elektrickým obloukem, např. tenkých plechů automobilových karosérií
- vyšší rychlost pájení s menším ohřevem pájených součástí
- lze použít nerůznější ochranné plyny včetně čistého argonu a helila pro nerezové oceli
- uživatel si může vybrat dle svých
možností a ceny
- aplikace tvrdonávarů
- v důsledku malého vneseného tepla a tavné lázně dochází k minimálním promísení se základním materiálem a návar má v mnoha případech požadované vlastnosti už v 1. vrstvě a nepraská
 |
 |
|
| Obrázek 2 - Tradiční zdroj (vlevo) - Sváření s STT II (vpravo) | ||
Ovládací prvky zdroje
Praktické použití STT II
Technická specifikace INVERTEC® STT® II
| Název | Objednací kód | Napájení (V) |
Výstupní proud a napětí | Vstupní proud při zatížení | Rozsah výstupních proudů | Váha (kg) |
Rozměr (mm) |
||
|---|---|---|---|---|---|---|---|---|---|
| 208 | 230 | 460 | |||||||
| Invertec STT II |
K1525-1 | 208/230/460 3 fázový 60Hz |
225A/29V/60% | 33 | 30 | 19 | Horní proud: 0-450A Dolní proud: 0-125A |
53 kg | 589x336x620 |
Celková sestava zdroje STT včetně podavače
 |
| Podavač drátu LN-742 |
Soustrojí je nutné vybavit propojovacím kabelem 2-30m. Obj. číslo K10 268 XM PG.
Podavač LN-742 obj. číslo K617-1 je možné vybavit podávacími kladky pro průměr drátu od 0,6 do 1,2 mm, pro svařovací dráty nelegované, nízkolegované a vysokolegované. Podavač LN-742 je vybaven standardní euro zásuvkou pro připojení svařovacích hořáků-uživatel si může vybrat dle svých požadavků.
Doporučené vybavení
Dálkové ovládání pro dolní a horní proud.
10-ti kolíkový konektor, kabel 7,6m.
Obj. číslo K942-1.