WAVE DESIGNER & POWER WAVE 455
(spojení digitálního výkonu s inteligencí)
Technologie obloukového svařování prodělávají
bouřlivý vývoj díky stále novým možnostem, které
poskytuje nasazení vyspělé elektroniky řízené
mikropočítači. Do popředí zájmu uživatelů se nejvíce
dostala technologie svařování MIG/MAG – obloukové
svařování kontinuálním drátem v ochranné atmosféře
plynů. Rozsah použití této technologie svařování se
postupně zvětšoval s dokonalejším poznáním této
technologie.
Nejprve se tato technologie využívala s čistým CO2
pro nelegované a nízkolegované materiály. Čistý CO2
byl brzy nahrazen směsnými plyny s obsahem argonu Ar.
S nástupem používání směsných plynů bylo umožněno i
využití sprchového přenosu svarového kovu. Sprchový přenos
svarového kovu do tavné lázně má své velké výhody (okolí
svaru je bez rozstřiku, svary mají dokonalý průvar), ale i
nevýhody (velké vnesené teplo, nemožnost svařování
v jiných polohách než vodorovné s hora).
Využití možností elektronických prvků pro výkonové
obvody umožnilo vývoj a výrobu svařovacích zdrojů
s pulzním řízením sprchového přenosu svarového kovu do
svaru.
Při pulzním řízení technologie MIG/MAG získává
uživatel řadu výhod:
- čistota svarů a jeho okolí
- chybí rozstřik
- možnost použití ve všech polohách svařování
- možnost použití téměř všech přídavných
materiálů pro MIG/MAG svařování
Nastavení všech parametrů svařování pulzním procesem
(velikost pulzů střídá poměr pulzního proudu
k základnímu proudu, frekvence pulzu, tvar pulzu atd.) je
velice náročné a pro každou změnu podávací rychlosti
svařovacího drátu se mění.
Tato ,,datová náročnost“ nastavení celého pulzního
svařovacího procesu si vynutila použití mikroprocesorů
řízení všech parametrů. Získání parametrů pro pulzní
svařování je výsledkem dlouhodobého vývoje a zkušeností
výrobce v oblasti svařování.
Tyto parametry svařování se určují pro nejvíce
používané přídavné materiály. Zákazník si tak může
zakoupit zdroj, který obsahuje programy pro běžně užívané
přídavné materiály.
Jaké možnosti však má uživatel pokud chce použít pro
pulzní svařování nestandardní přídavný materiál, který
nemá ve svařovacím zdroji odpovídající program pro pulzní
svařování? Do dnes mohl uživatel vyzkoušet jen některou
instalovanou charakteristiku pro jiný materiál. Pokud
nevyhovovala, nebylo možné tento přídavný materiál pro
pulzní svařování využít.
I tyto individuální případy mohou uživatelé pulzního
svařování velice snadno řešit. Firma LINCOLN ELECTRIC
přichází na celosvětový i český trh s originálním
softwarem ,,WAVE DESIGNERTM“, který ve spojení se
zdrojem POWER WAVE 455/FEED 10, 11 umožňuje vytváření
vlastních průběhů svařovacích parametrů pulzního režimu.
Uživatel tak dostává do ruky mocný nástroj pro vlastní
vývoj, nebo úpravu stávajících charakteristik.
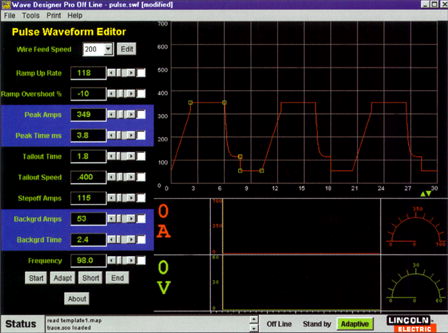
| Uživatel se tak
dostává do oblasti nastavení pulzního oblouku, která
do dnes příslušela jen výzkumným a vývojovým
oddělením výrobců této techniky. WAVE DESIGNERTM
umožňuje manipulaci několika parametrů tvaru pulzu,
nastavení špičkového proudu, doprovodného proudu,
frekvence, šířce pulzu, délky oblouku, start a
další parametry viz obr. 2. Program obsahuje i nástroj
pro snímání skutečných parametrů na oblouku „Arc
Scope“.
Arc Scope sleduje výkon oblouku, odpor oblouku,
vstupní energii (obr. 3). Arc Scope umožňuje
zpracování dat vysokou rychlostí a tisk dat s vysokou
rozlišovací schopností. Je součástí programu WAVE
DESIGNER PROTM a jeho užití je snadné tak
jako u kteréhokoliv programu Windows.
Arc Scope je vybaven pokrokovým měřením kurzoru
umožňujícím integraci změřených hodnot
v reálném čase. Praktické použití je velice
snadné. Po jednoduchém připojení PC se zdrojem POWER WAVE 455 (obr. 1) je
konstrukce vlastního pulzního průběhu velice
jednoduché. Výsledek vidí a slyší uživatel
okamžitě. Vyhovující výsledky může uživatel
uložit do paměti na disk PC a poté ho přenést do
svařovacího zdroje POWER WAVE 455.
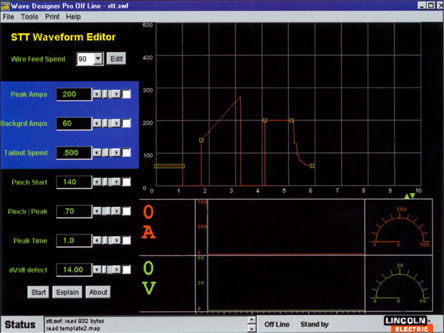
Ojedinělou možnost mají uživatelé zdroje POWER
WAVE 455/STT II kdy mohou prostřednictvím programu WAVE
DESIGNER dotvářet parametry řízeného zkratového
procesu STT (obr. 4). Zdroj POWER WAVE 455/STT II se
v současné době připravuje do prodeje.
Program ARC DESIGNER s programem ARC SCOPE tak
změní zdroj POWER WAVE 455 ve
spojení s PC na digitální osciloskop s pamětí,
při současném výkonovém řízení charakteristiky
pulzů. Pro běžného uživatele se tak nabízí zcela
ojedinělý nástroj, který při svařovacích proudech
řádů stovek ampér a frekvencí snímání 10 kHz
nepotřebuje osciloskop, sondy pro snímání napětí a
proudu. Tato jednoduchost je hlavním předpokladem pro
dobré uplatnění a využití stávajících zdrojů POWER WAVE 455.
Program ARC DESIGNER opět potvrdil, že špičkové
produkty mohou přinést na trh jen firmy se silným
výzkumným a vývojovým zázemím a to LINCOLN ELECTRIC
nesporně má. Uživatelé produktů této firmy si mohou
být jisti, že budou používat špičkové a někdy
ojedinělé technické prostředky.
Zdroj: LINCOLN ELECTRIC
|
Klikni na obrázek,
aby se zvětšil. 
Obr. 1

Obr. 2
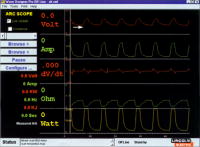
Obr. 3
Obr. 4
|