 Obrázek 1 |
 Obrázek 2 |
CZ WELD s.r.o.
Firma Lincoln Electric vyvinula zcela ojedinělý svařovací zdroj pro metodu GMAW (MIG/MAG) jehož název je odvozen z principu řízení celého svařovacího cyklu : Surface - Tension - Transfer. Zdroj STT má jako jediný řízení svařovacího cyklu podle skutečných parametrů na oblouku bez zásahu obsluhy - obsluha provede pouze základní nastavení zdroje.
Obrázek 1 |
Obrázek 2 |
Možnosti procesu STT pracujícího ve zkratové oblasti plynou z dokonale zvládnutého přenosu svarového kovu do tavné lázně prostřednictvím analýzy jednotlivých fází hoření oblouku.
Unikátní kontrola celého svařovacího procesu vychází ze snímání parametrů napětí na oblouku a vyhodnocení naměřených veličin tak, že zdroj okamžitě reaguje na všechny fáze přechodu svarového kovu do tavné lázně dle skutečné situace na oblouku.
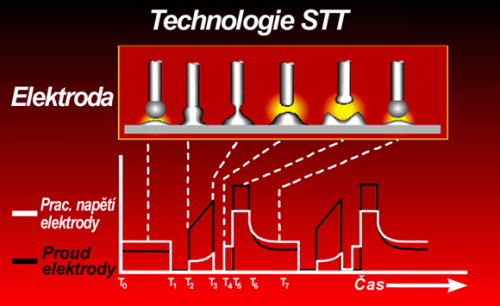
Na obrázku 1. Je znázorněn průběh svařovacího proudu a
napětí na oblouku STT v jednotlivých fázích přechodu
svarového kovu z konce elektrody do tavné lázně.
Abychom objasnili princip činnosti zdroje uvedeme dále malou
analýzu principu svařování zdroje STT v porovnání s
konvenčním zdrojem GMAW (MIG/MAG) s charakteristikou
konstantního napětí.
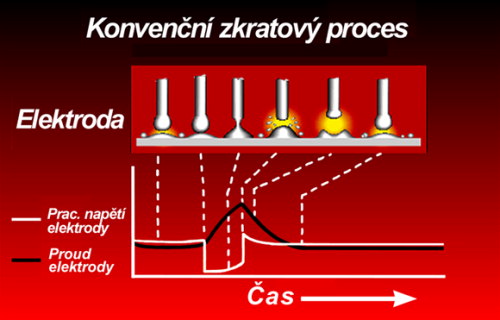
| - čas T0 - T1: | mezi koncem elektrody a tavnou lázní hoří elektrický oblouk, na konci elektrody se tvoří kulička roztaveného přídavného materiálu. Tato fáze je prakticky shodná s fází tvorby kuličky u konvenčního zdroje - viz T0 - T1 na obrázku 2. |
|---|---|
| - čas T1 - T2: | velikost kuličky roztaveného přídavného materiálu na konci elektrody dosáhla stanovenou velikost a došlo ke kontaktu kuličky s tavnou lázní - zdroj STT tuto situaci analyzoval a v okamžiku kontaktu kuličky roztaveného přídavného ma- teriálu a tavné lázně omezil svařovací proud na 10 A!!! a tím se výrazně snížil i rozstřik kovu. Stejná fáze konvenčního zdroje odpovídá bodu T1 na obr. 2 - kontakt roztaveného přídavného materiálu ve formě kuličky na konci elektrody je při plném svařovacím proudu a to až do bodu T3, kde svařovací proud dosahu je svého maxima. |
| - čas T2 - T3: | svařovací proces je ve fázi zkratu, pro oddělení kuličky přídavného materiálu do tavné lázně zdroj STT zvyšuje proud dle předem stanovené křivky. |
| - čas T3 - T4: | v této fázi dochází k oddělení svarového kovu od konce elektrody a její přechod do tavné lázně. Právě v tomto okamžiku zdroj STT řídí svařovací proud tak, že ho omezí z původní hodnoty na 50 A !!! a tím maximálně omezí rozstřik a další jevy provázené dynamickým působením znovu vznikajícího oblouku. V porovnání s konvenčním zdrojem (obr. 2) tato fáze odpovídá bodu T3 - je zřejmé, že k přerušení zkratu dochází při maximálním proudu což má za následek značný rozstřik a nestabilitu celého procesu při znovu zapálení oblouku. Zdroj STT detekuje svými obvody okamžik těsně před ukončením zkratové fáze a při oddělení kuličky do tavné lázně omezuje svařovací proud na 50 A!!! |
| - čas T4 - T7: | v tomto čase zdroj STT identifikuje ukončení přechodu kovu do tavné lázně a řídí dále vzniklý elektrický oblouk až do fáze vzniku dostatečně velké kuličky tekutého kovu na konci elektrody. Tím je uzavřena jedna perioda jejíž doba se počítá na cca 5 ms a celý děj se cyklicky opakuje. V porovnání s konvenčním zdrojem tato fáze odpovídá na obr. 2 dobou vymezenou dobou T3-T4. |
Uvedený princip činnosti zdroje STT je dán řadou obvodů, které celý proces kontrolují a řídí např. obvod snadného svařování, který neustále porovnává skutečné hodnoty na oblouku s referenčními hodnotami uloženými v paměti a s hodnotami předcházejících cyklů situaci vyhodnocuje a v reálném čase provádí příslušný zásah do svařovacích parametrů. Dále unikátní obvod nazývaný jako “dV/dt detektor”, který identifikuje fázi těsně před ukončením zkratu. Zdroj STT je tedy svařovací zdroj GMAW (MIG/MAG), který nepracuje ani s charakteristikou konstantního proudu CC ani konstantního napětí CV. Je to zdroj s širokým rozsahem regulace svařovacích parametrů, kde rychlost podávání drátu a svařovací proud jsou ovládány nezávisle.
Svařovací parametry jsou nastavovány dle skutečné potřeby všech fází svařovacího cyklu.
- vnesené teplo do svaru je minimální
- minimální rozstřik až o 90% nižší než u konvenčních zdrojů GMAW (MIG/MAG)
- velikost tavné lázně je stejná v jakékoliv poloze a situace svařování, např. na kraji tenkého plechu, v kořenu svaru, tavná lázeň se nezvětšuje.
- vzhled svaru je vynikající
- flexibilita procesu
- dokonale řízený proces
- umožňuje volbu větších průměrů drátů
- pro svařování nelegovaných a nízkolegovaných ocelí
- jednoduché ovládání zdroje STT
- vznik škodlivých emisí je snížen na minimum
- umožňuje svařování běžných nelegovaných a nízkolegovaných ocelí, vysokolegovaných a galvanicky pokovených ocelí
- aplikace tvrdonávarů
Zdroj STT, který je obvykle doplněn podavačem LN 742 je napájen síťovým napětím 3
x 380 V/50 Hz. Výstupní proud může být přednastaven v
rozsahu 0 - 450 A. Zdroj má na čelním panelu ovladače pro
nastavení základního a špičkového proudu, nastavení
teplého startu, proudu typu materiálu, volbu průměru
elektrody, výstup na dálkové ovládání, připojení
podavače drátu a výstupní konektor svařovacího proudu .
Podavač drátu LN 742 pak umožňuje nastavení předfuku a
dofuku ochranného plynu a další funkce.
- nastavení horního proudu - ovlivňuje délku oblouku
- nastavení ukončení cyklu (Tail out) zvyšuje výkon oblouku
... to je vše a můžeme svařovat s STT.
Oblast průmyslového užití svařovacího zdroje STT
- je předurčena jeho vlastnostmi, které vynikají zvláště při svařování tenkých plechů, kořenových vrstev ve všech polohách včetně shora dolů, vyplňování velkých mezer, svařování s omezením tepla do svaru. Jeho praktické aplikace zahrnují stavbu tlakových nádob a potrubí, energetiku, výrobu potravinářských strojů a zařízení, tvrdonávary atd..Svařovací zdroj STT, jehož princip, vlastnosti a rozsah použití jsou v tomto článku uvedeny, vznikl na základě dlouhodobého vývoje a systematické práce vědeckého a výzkumného oddělení firmy Lincoln Electric s cílem posunout hranici a možnost technologie GMAW (MIG/MAG).
Se zdrojem STT se tak uživatelé dostávají do světa technologií 21 století.
| CZ WELD s.r.o., Medlešice č.139, 538 31 Medlešice, tel./fax: 466 303 210 info@czweld.cz, http://www.czweld.cz |